Suggestions on improving the chuck structure of steel drum sealing machine
Beijing Nanyuan Barrel Factory Ancient Moon
On the sealing machine, the steel drum is formed by clamping the barrel body with the bottom of the barrel and the top of the barrel with a chuck, causing it to rotate and being fed by the roller. At present, steel drums with a triple round-edged structure are more common, and the outer peripheral edge of the chuck is required to be curved. However, the sharp corners of the curved surface are easily broken, which affects the shape and quality of the crimping, and the chuck needs to be repaired and turned. This paper mainly discusses reducing the number of chuck repairs, increasing the life of the chuck and ensuring the quality of the crimping.
First, the relationship between the shape of the crimping edge of the chuck and the shape of the bead
The shape of the edge of the chuck and the groove shape of the roller directly affect the sectional shape of the bead of the steel drum. This article will explore the relationship between the shape of the edge of the chuck and the shape of the bead when the groove shape of the roller is constant.
If the edge of the chuck is straight, the axial face of the chuck is perpendicular to the radial face (see Figure 1).
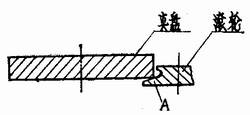
Figure 1 Straight side chuck structure
When the roller is fed to the extreme position, the guiding bevel in the roller curve appears to touch the outer edge of the chuck. The cavity formed between the roller groove and the edge of the chuck is the shape of the steel barrel crimping section, which is "chestnut" shape (see Figure 1). The radius of curvature of point A is small and approximates a sharp angle. In order to make the curl tight, the roller should be adjusted to the position of the chuck A point when sealing. At this time, the radius of curvature of point A is smaller. When the top of the bucket is deep or the bottom of the bucket is deeper than the thickness of the chuck, a small groove is formed along the sharp corner of the curling edge, and the sharp corner is sharper. The steel drums produced are subjected to drop and hydraulic tests, and the sharp corners are easily broken.
If the edge of the chuck has a curved surface, the cavity formed by the roller groove and the edge of the chuck is approximately circular, and the curled edge does not have a sharp corner (see Fig. 2). In the case of drop and hydraulic tests, the steel drum does not rupture due to the large stress concentration of the crimping, causing leakage. In the case of the triple round bead structure, in order to ensure the quality of the steel barrel curling, the use of a chuck having a curved edge structure is a more important factor.
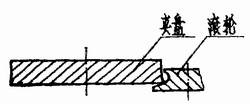
Figure 2 Curved chuck structure
Second, the damage mechanism of the sharp corner of the chuck
During the crimping process, due to the accuracy of the equipment, chucks, rollers and transmissions, the chuck will produce axial and radial runout, and the rollers will also produce end jumps. When the bottom of the bucket and the top of the bucket are deeper than the applicable depth of the chuck, the raised edge exerts pressure on the sharp corner of the chuck. The sharp corners of the chuck are generally less than 1 mm. When the chuck is working, the distance between the guide surface of the roller curve and the sharp angle of the cam surface of the chuck is small. When the jump occurs, the collision is inevitable, resulting in partial damage of the sharp corner of the arc.
The lower the accuracy of the device, the larger the amount of jitter, the faster the sharp corner of the arc is damaged, and the more the chuck is replaced. When the accuracy of the equipment is low, some barrel mills need to change the chuck every time they assemble 1-2 thousand steel drums.
Because the sharp corners of the chuck are worn and the edge of the chuck is close to a flat shape, a new disc needs to be replaced to repair the damaged portion.
Third, the combination chuck structure and characteristics
When crimping, the chuck and the wheel are relatively fixed. When the roller leaves this position, the chuck only drives the drum to rotate, and the edge of the arc is partially lost. According to this, the camber portion of the edge of the chuck is divided from the chuck, and is fixed in a block shape on the frame corresponding to the roller (see FIG. 3). The remaining chuck drives the steel drum to rotate into a moving plate, and is fixed on the frame and the arc surface is divided into fixed blocks. The block and the roller are formed by the curling. Thereby, the beating of the camber portion of the chuck is reduced, the number of uses is increased, and the quality of the curling edge is guaranteed. In order to reduce the impact of the beading on the sharp corners of the block, the bevel can be added to the block at the curling edge.
After dividing the curved portion from the entire chuck to a full circle, it is cut into 3-4 fixed blocks. Turning the original chuck into 3 to 4 chucks reduces the number of chuck repairs and increases the service life and curl quality.
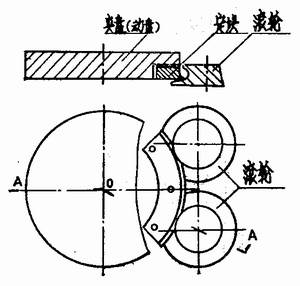
Figure 3 Schematic diagram of the combined chuck structure
According to the specific structure of the sealing machine of each factory, the fixed block can be fixed in a suitable position. The thickness of the block is 8-9mm. It can also be determined according to the equipment and tooling conditions of the factory. The thickness of the block plus the thickness of the chuck, plus the gap between the block and the chuck, should be equal to the thickness of the original overall chuck.
The outer arc length of the block should accommodate the limit position after the second and third rollers are fed, that is, the two rounds of the outer circle connecting arc.
Fourth, the repair and turning of the block
The block repair method and the special tooling used for turning are explained here. When the damage of the part of the arc of the block affects the quality of the hemming, it is removed for repair and turning. When repairing, the surface welding is performed on the entire surface of the arc by manual arc welding, and the height of the surfacing is + to achieve the height of the arc surface.
The surfacing block is combined into a full circle and fixed on the special plate for turning the block (see Figure 4). The outer circle is turned into a specified geometry and shape, and the burr can be removed after use.

Figure 4 Turning special block
This article only discusses the theory in a shallow way, and hopes that peer experts will give advice.
Food Packaging
Food Packaging Boxes,Healthy Food Box ,Food Package Box,Food Packaging Box
Zenghui Paper Package Industry and Trading Company , http://www.zhpaperpackage.com