Unwinding and blanking line of steel drum factory and DDS shearing system
Shanxi Provincial General Machinery Factory Song Shouyi
As we all know, the strip coil is much cheaper than the boxed steel plate. Therefore, in order to obtain greater economic benefits, the barrel manufacturer applies the steel strip roll as the steel barrel raw material. Large and medium-sized steel drum mills in developed countries have already used steel coils, such as the British VAN REER barrel and two unwinding and unloading lines; Germany's Muller Senna Company (MUHR&SOHNE) has produced barrels The unwinding and unloading line is connected to the steel barrel production line before being connected to the automatic seam welding machine, and becomes a huge production line. There are many examples of this. In short, it is very common for large and medium-sized barrel factories in foreign countries to produce steel drums with coils. In recent years, some of the better-performing barrel factories in China have begun to express interest in the unwinding and blanking line. Beijing Co., Ltd. has introduced advanced unwinding and unloading lines from the United States, but most of them are relatively simple unwinding, blanking equipment, production capacity and sheet cutting precision are very low, and the control level is even worse. This kind of equipment can only say "opening the roll, falling the material".
First, the typical unwinding and blanking line main equipment composition
The unwinding and blanking line was originally the strip finishing equipment of the rolling mill, which is usually called the cross-cutting unit. Its function is to process the cold-rolled steel coil through the various equipment of the unit and cut it into the required specifications. In modern times, some large automobile manufacturers, in order to obtain better benefits, are mostly equipped with unwinding and blanking lines to directly supply blanks for the stamping lines.
Generally speaking, the unwinding and unloading line includes the following parts: unwinding, straightening, shearing, stacking, and necessary transportation and various control equipment. The main equipment for a typical unwinding line is shown in Figure 1.
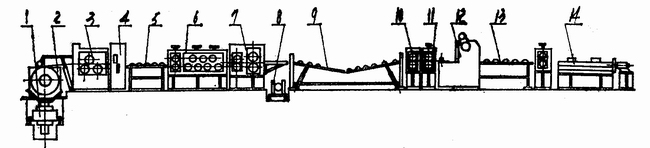
Figure 1 Typical unwinding and blanking line equipment
1-steel roll loading table; 2-opening machine; 3-three roll feeding straight machine; 4-cut head cutting shear; 5-conveying table; 6-correcting machine; 7-disc shearing (slitting);
8-waste side coiler (or crusher); 9-loop device; 10-anti-back roll; 11-size feed device;
12-length cutting machine (cross shear); conveyor; 14-plate table
The unit's general production speed is 40-80/min, and the high-speed line can reach more than 100m/min. Strip shear dimensional tolerances are more than 2mm. Annual processing coils range from tens of thousands of tons to hundreds of thousands of tons. The equipment is highly automated and has many key technologies. The unit is large and complex. The investment in the entire production line will cost about several million yuan. Obviously, this unwinding and unloading line is not suitable for the barrel factory, and the equipment price is far beyond the capacity of the barrel factory.
2. Characteristics and equipment composition of the unwinding and blanking line used by the barrel factory
According to the current domestic steel drum production situation, I think it is big; the unwinding and blanking line required by the medium-sized barrel factory should have the following characteristics:
1. The production speed of the unwinding and blanking line can meet the production capacity of the steel drum, and do not blindly pursue high speed. The blanking speed is about 10 m/min. Low speed can reduce equipment, reduce control links, and save a lot of money.
2. Improve the dimensional accuracy of sheet blanking. This is an important measure to ensure the production of high quality triple round rolled steel drums. More important for configuring a fully automatic seam welder. 5毫米以下。 The slabs of the slabs of the slabs. Taking into account the specific conditions of China's barrel factory, I believe that efforts should be made to achieve a longitudinal length (longitudinal direction) shear tolerance of no more than 0. 7mm, diagonal dimension tolerance of not more than 1mm.
In a word, "using a lower shear speed to achieve higher shear accuracy" should be the characteristics of the unwinding and blanking line of China's steel drum factory. Based on the above characteristics, this unwinding and blanking line is mainly composed of the following equipment (see Figure 2).
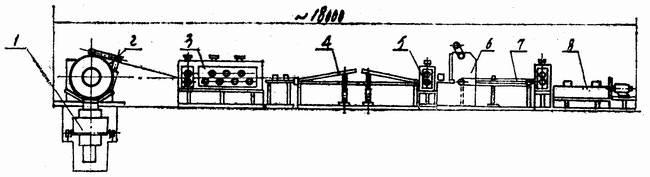
Figure 2 Steel drum factory consists of unwinding and blanking line equipment
1-steel roll feeding device; 2-unwinding machine; 3-correcting machine; 4-loop device; 5-pin feeding roller; 6-shearing machine with finishing device;
7-conveyor; 8-plate table
This type of line usually has no disc shears (slitting), which means that the width of the coil from the rolling mill is fully in line with the requirements for steel drum cutting. This is the case with the unwinding and blanking lines of the British, Italian and German barrel factories that I have seen. Many barrel factories in China produce steel drums of various specifications, so that the width of the coils is difficult to meet the needs of all specifications. At this time, it is necessary to add disc shears.
In addition to providing blanks for the barrel body, such a line can also be connected to the stamping unit to provide a blank for the bottom cover of the barrel.
The production speed of such a line is approximately 10 m/min. Due to the slow speed, the strip is not easy to run off, so it is usually unnecessary to use the strip deviation control device on the unwinding line, which is less of a thorny problem. For such a line, as long as the manufacturing precision of the cylindrical surface of the driving roller of each equipment is ensured, the length of the roller body is appropriately increased, the installation precision of the unit is ensured, and the necessary side guide rollers are added, the problem of centering of the steel strip in the production process can be solved. No need to add other complex equipment. The uncoiler can be used without the transmission and tension control. The roller on the uncoiler is pressed against the coil to increase the braking torque, so that the unwinding can be performed normally.
Since the strip is sheared at rest during the production process, the unwinding correction portion is continuously performed, so the looper device is required. Taking into account the slow speed of the unit, the amount of live sleeves of the strip can be automatically controlled, and the looper can only use the simplest table cover.
The wire-to-sheet blanking tolerances are strictly required, so how to ensure the cutting precision of the plate is the key to the opening and unwinding of the wire. The following focuses on this issue.
Third, the barrel mill uses the cutting method of the unwinding and blanking line and the DDS shearing system.
As mentioned above, the tolerance of the side length of the barrel board should be within 0.7mm, and the diagonal dimension tolerance should be no more than 1mm. Especially for the steel drum line equipped with a fully automatic seam welding machine, it is necessary to ensure that the material blanking size is the key to ensure the quality of the barrel welding and the smooth operation of the production line. Therefore, this issue must be given enough attention. In the unwinding and blanking line of the barrel factory in developed countries, the fixed length device and the fixed length cutting system are roughly divided into the following types:
1. The fixed-size feeding device installed before the shearing machine is used to ensure the dimensional accuracy of the sheet shearing (see Figure 3).

Figure 3 Shearing method using fixed-size feeding
1-Fixed feeding hydraulic cylinder; 2-shearing machine; 3-conveyor; 4-plate table
The unloading and blanking line of MUHR&SOHNE in Germany is based on this feeding method. After the jaws of the two clamps clamp the left and right sides of the plate, the hydraulic cylinder in the lower part of the clamp drives the clamp forward, the stroke of the cylinder has been set to half of the length of the blanking plate, and the cylinder is fed twice. , which is the required board length. Since the cylinder is sheared twice in a reciprocating manner, the shearing cycle is long and is cut about 4-5 times per minute. The hydraulic cylinder is fed to the correct size to meet the dimensional accuracy requirements.
2. A fixed-length baffle device mounted behind the shear is used to ensure shear accuracy (see Figure 4).
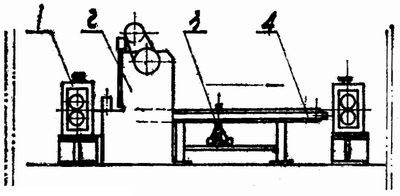
Figure 4 Shearing machine with fixed-length baffle
1-pinch roller; 2-shearing machine; 3-movable fixed length baffle; 4-conveyor
The most representative is the equipment of GENERAL MACHINE CO. The shearing machine is equipped with a baffle trolley. The trolley can be moved along the production line to adjust the length of the steel plate. The upper and lower sides of the baffle are pushed by the cylinder. When shearing, the baffle rises and the leading edge of the coil is positioned by the baffle. The rear baffle is cut off and the plate is sent to the slab table by the conveyor. The cutting method is simple and easy to operate, and the production capacity is slightly higher than that of the hydraulic cylinder fixed length, but the cutting precision is not high, and the on-site understanding is that the side length tolerance is about 1 mm.
3. DDS shearing system (see Figure 6)
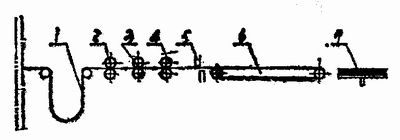
Figure 5 DDS shearing system
1-loop device; 2-anti-rollback roller; 3-measuring roller; 4-feed pinch roller; 5-shearing machine; 6-conveyor; 7-plate table
DDS (Digital Direct Current Servo Digital DC Servo System) is widely used in the thin plate factory of modern large steel companies and the high speed unwinding and blanking line cutting system in the automobile manufacturing industry. The system has the characteristics of advanced technology and good economy. There are strict requirements on the unit speed, the length of the fixed length, the feeding speed, the amount of loops, the conveying speed of the cut sheet, the shearing cycle and other parameters of the unwinding and unloading line. If the main parameters are not properly selected and the process is unreasonable, the unit will not work properly. I have seen the use of the DDS shearing system at the METALL WERKE LUNEN barrel factory in Germany. According to the introduction, the side shear tolerance of the sheet is <0.5mm.
The shearing process of the DDS shearing system is as follows: First, the length of the steel plate required to be cut is set in advance in the control system, and the sheet is fed from the feeding nip roller to the shearing machine. The feed length is measured by a measuring roll and is input to the control system in the form of a pulse. When the feed length differs from the set value by a given fixed value, the control system signals that the pinch roller brakes. When the pinch rolls stop feeding, the feed length is just the set value. At this time, the shearing brake in the tightened state is released, the clutch is engaged, the cutting edge crankshaft is turned, and a shear is completed. The clutch is then disengaged, the brakes are held again and the crankshaft is stopped to its original position. At the same time, the master controller connected to the crankshaft sends a signal, and the feed pinch roller starts the feed again, thus cyclically shearing.
Usually D. D. The S shearing system includes: a looper device, an anti-back roll, a measuring roll, and a feed pinch roll. Shearing machine and D. D. S control system. When the strip is in the position of the looper device, in order to prevent the strip from moving backward due to the self-weight of the strip, the belt is insufficient and the shearing precision is affected, so that the anti-back roll is provided. The upper roller structure is unique so that it can only rotate forward, so that the strip clamped in the anti-back roll can only advance and cannot retreat. The measuring roller consists of two upper and lower free rollers. The lower roller is connected with a pulse generator, and the strip and the lower roller are used for pure rolling. Each revolution, the pulse generator emits thousands of pulses and sends them to D. D. The S controls the system to determine the feed length of the strip. A feed pinch roll is placed in front of the shear. It is driven by a DC motor. The start and stop of the motor is determined by D. D. S system control. At the end of the DC motor, a speed measuring generator is connected in series as D. D. The roll speed feedback signal of the S control system. The DDS CNC shearing machine uses a diagonal cutting edge. By D. D. The S numerical control command controls the opening and closing of the shearing pneumatic clutch and the brake to complete the cutting action of the fixed length.
Use D. D. S shear system, first requires D. D. The S control system itself has high precision, and the measuring roller has a high dimensional accuracy, and the surface of the roller body has good wear resistance. Because the DC motor that drives the feed pinch roller is frequently started, in order to make its acceleration and deceleration smooth, the transition process time is short, the size of the motor is required to be small, and the motor itself should be made slender to minimize the inertia.
It is understood that China's current D. D. The S control system is still in the development stage. Recently, the domestic factory has opened the blanking line for the automotive industry, and its D. D. The S control system still needs to be imported from abroad. As far as I can see, at present, some large-scale barrel factories with high technical level in China may wish to consider introducing D. D. S control system (including some key components), the rest of the equipment is supported by domestic manufacturers, and the unwinding and blanking line with high technical level is established. For most barrel factories, the form of fixed-size feeding or fixed-length baffle is good. . Due to the high production capacity of steel barrels in foreign barrel factories, about 10-12 per minute, the production speed of unwinding and blanking lines is mostly 20-30m/min. This speed increases the difficulty of cutting with a fixed-length baffle, which affects the cutting accuracy to some extent. The production speed of our blanking line is only 1/2-1/3 of the foreign country, as long as the various steps of the fixed-length device are considered thoughtfully, and some necessary facilities are added to ensure the tolerance of the side length of 0. 7mm, the diagonal dimension tolerance is 1mm. To meet the use of automatic seam welder, there should be no problem. We have discussed this issue in the process of developing high-precision three-side shearing units. Do not use D. D. The S control system will greatly reduce the cost of unwinding and blanking line equipment, reduce the technical difficulty of the line, and facilitate the popularization and promotion of the unwinding and blanking line in China's barrel factory.
Classic Sunglasses are never outdated. They have become the necessary tools for everyday modeling. They are suitable for all people to wear and wear. The classic is eternity. It is good for the inside and outside. In fashion, it has a few nostalgia for you. The mirror surface is smooth and neat, the exquisite craft coloring is uniform, unparalleled perfect texture. Comfortable vision, and at the same time create additional sense of avant-garde, walking on the road, you are the focus.
Classic Sunglasses
Classic Sunglasses,Classic Eyewear,Fashion Classic Sunglasses,Custom Classic Sunglasses
China Guangdong Shenzhen city Omelle glasses Co., Ltd. , https://www.omelleoptical.com